
 Electric vehicle motor flat wire drawing and rolling line
Electric vehicle motor flat wire drawing and rolling line
 CTC CONDUCTOR PRODUCTION LINE
CTC CONDUCTOR PRODUCTION LINE
 A new flexible Combination flat wire enameling Dies
A new flexible Combination flat wire enameling Dies
 Ultrasonic cleaning Machine for Copper /Aluminum Wire/Strips
Ultrasonic cleaning Machine for Copper /Aluminum Wire/Strips
 Flat Wire Precision Drawing Machine
Flat Wire Precision Drawing Machine
 6-dies drawing+five stations precision rolling mills
6-dies drawing+five stations precision rolling mills
This website stores cookies on your computer. These cookies are used to improve your website experience and
provide
more personalized services to you, both on this website and through other media. To find out more about the
cookies
we
use, see our Privacy Policy.
We won't track your information when you visit our site. But in order to comply with your preferences, we'll have
to
use just one tiny cookie so that you're not asked to make this choice again.
Products
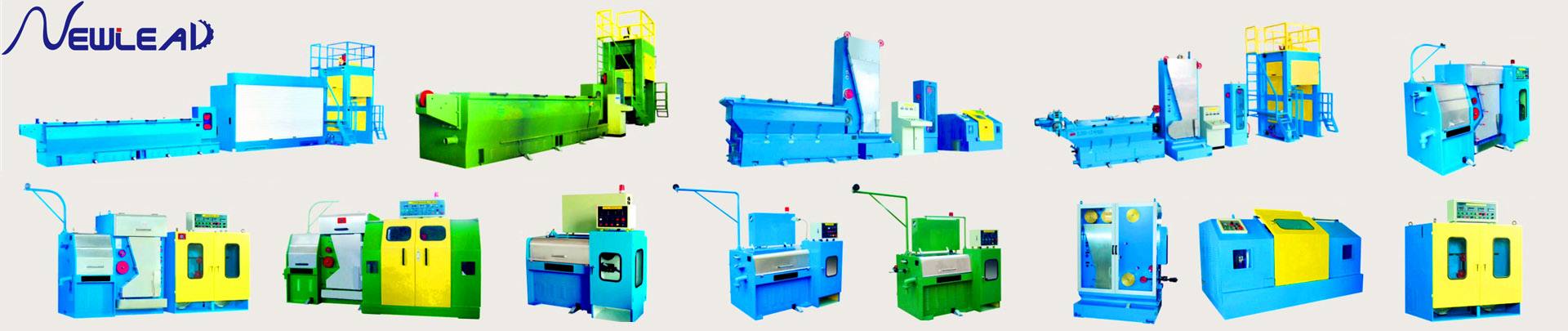
- Wire drawing machine
- Enameling machine
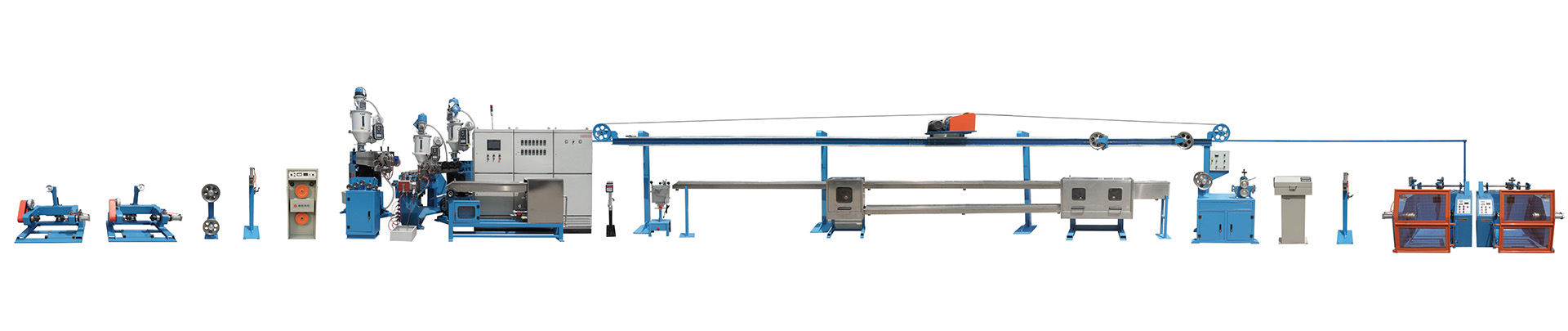
- Cable extruder
- Wire and cable stranding
- Double twisting buncher
- Al flux-cored wire and Al brazing wire manufacturing whole line solutions
- PV RIBBON wire making machine
- Sand belt grinding descaler
- wire and cable tester
- Enameled wire tester Varnished wire tester
- Spectrometer EDXRF Energy Dispersive X-Ray Fluorescence
- Accessories for all wire and cable making machinery
Accept
Decline